

Kingka ekstrüzyon ısı dağıtıcı parçaları, alüminyum alaşımı (örneğin 6063, 6061) veya bakır gibi ısı iletken malzemelerden üretilir ve ekstrüzyon işlemiyle elde edilir. Mükemmel ısı dağıtım performansına sahiptirler, hafiftirler, dayanıklıdırlar ve özelleştirilebilirler. Kingka ekstrüzyon ısı dağıtıcı parçaları, LED aydınlatma, bilgisayar donanımı, elektrikli el aletleri, elektrikli araçlar, iletişim ekipmanları ve endüstriyel ekipmanlarda yaygın olarak kullanılır ve ekipman stabilitesini ve ömrünü etkili bir şekilde artırır.
Kingka ekstrüzyon ısı emici parçalarının üretim süreci ve yöntemi

İşlenmemiş içerikler:
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcı parçalar genellikle alüminyum alaşımından (örneğin 6063, 6061) veya bakırdan yapılır. Alüminyum alaşımı, hafifliği ve mükemmel ısı iletkenliği avantajlarına sahiptir.
Malzemenin kullanımdan önce herhangi bir kirlilik, çatlak veya başka kusur içermediğinden emin olmak için incelenmesi ve işlenmesi gerekir.
ısıtma:
Alüminyum veya bakır gibi metal malzemelerin ekstrüzyondan önce belirli bir sıcaklığa (genellikle 400℃ ila 500℃) ısıtılması gerekir. Isıtma, metalin plastisitesini artırmaya ve sonraki ekstrüzyon işlemini kolaylaştırmaya yardımcı olur.
Ekstrüzyon kalıplama:
Isıtılmış metal malzeme ekstrüdere yerleştirilir ve yüksek basınçla kalıba bastırılır. Kalıp tasarımı, kanatçıkların düzeni ve aralığı gibi nihai ısı emicinin şeklini ve yapısını belirler.
Ekstrüzyon işlemi genellikle yüksek basınç altında gerçekleştirilir ve uzun şerit şeklinde ısı dağıtıcılar üretebilir. Tasarım gereksinimlerine göre, kalıp farklı boyutlara, şekillere ve kalınlıklara uyacak şekilde özelleştirilebilir.
Soğutma ve kürleme:
Ekstrüzyon işleminden sonra, ısı emici parçalar doğal olarak soğuyacak veya malzemenin stabilitesini ve sertliğini sağlamak için su soğutmasıyla hızlı bir şekilde kürlenecektir.
Kesme ve düzeltme:
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcılar genellikle daha uzundur ve müşteri ihtiyaçlarına göre kesilmeleri gerekir. Kesim işlemi, farklı uzunluk gereksinimlerine göre hassas bir şekilde gerçekleştirilebilir.
Kesme işlemi sırasında, ısı emici bileşenlerinin yüzeyi parlatılacak ve çapakları temizlenerek keskin kenarların ve yüzey kusurlarının olmaması sağlanacaktır.
yüzey işlemi:
Ekstrüzyon yöntemiyle üretilen ısı emici yüzeyi, korozyon direncini ve estetiği artırmak için anotlanabilir. Ayrıca, ısı emicinin dayanıklılığını ve oksidasyon önleyici performansını iyileştirmek için püskürtme, kaplama vb. işlemler de uygulanabilir.
denetleme:
Üretim sürecinde, ısı dağıtıcı bileşenlerinin boyut, yüzey kalitesi, yapısal dayanıklılık vb. özelliklerinin gereklilikleri karşıladığından emin olmak için sıkı kalite kontrolü yapılmalıdır.

ekstrüzyon ısı emici parçalarının kalınlığı
Kanat kalınlığı:
Genellikle 0,3 mm ile 2 mm arasındadır. Daha ince kanatlar yüzey alanını artırarak ısı dağıtım verimliliğini iyileştirmeye yardımcı olur, ancak yapısal dayanıklılığı azaltabilir. Kanat kalınlığı, tasarıma göre ısı dağıtım performansı ve dayanıklılık gereksinimleri arasında bir denge sağlamalıdır.
Taban kalınlığı:
Taban kısmının kalınlığı genellikle 2 mm ile 5 mm arasındadır ve bu kalınlık, sağlam bir destek yapısı sağlamak ve ısı iletimine yardımcı olmak için kullanılır. Kalınlık ne kadar fazla olursa, ısı emicinin ısı kapasitesi ve yapısal dayanıklılığı da o kadar yüksek olur, ancak ağırlığı ve malzeme maliyetini de artırır.
toplam kalınlık:
Isı dağıtıcının kullanım alanına bağlı olarak, kalınlık genellikle 10 mm ile 50 mm arasında değişir. Belirli kalınlık, kurulum alanına ve ekipmanın ısı dağıtım gereksinimlerine göre tasarlanmalıdır.
Ekstrüzyon ısı emici parçalarının yüzey işlemesi
anotlama:
Eloksal kaplama, ısı emicinin korozyon direncini ve aşınma direncini artırabilen ve görünümünü iyileştirebilen en yaygın yüzey işleme yöntemidir. Eloksal kaplamanın rengi özelleştirilebilir (örneğin siyah, gümüş vb.) ve ayrıca belirli elektriksel yalıtım özelliklerine de sahiptir.
kum püskürtme:
Kumlama işlemi, yüzeydeki düzensizlikleri giderebilir, ısı emici yüzeyinin kalitesini iyileştirebilir ve daha estetik bir görünüm kazandırabilir. Kumlanmış yüzey daha sonra anotlama işlemine tabi tutulabilir.
Sprey veya toz boya kaplama:
Bu işlem ek korozyon koruması ve çeşitli renk seçenekleri sunar. Sprey kaplama görünümü iyileştirebilir, ancak çok kalın bir kaplama ısı dağıtım verimliliğini biraz etkileyebilir, bu nedenle kalınlık dikkatlice kontrol edilmelidir.
Isı iletken kaplama:
Isı iletkenliğini artırmak için, ısı dağıtım verimliliğini iyileştirmeye yardımcı olmak amacıyla özel bir ısı iletken kaplama kullanılabilir. Bu tür kaplama genellikle ince ve homojendir, ısı dağıtımını sağlarken korumayı da artırır.
mükemmel ısı iletkenliği
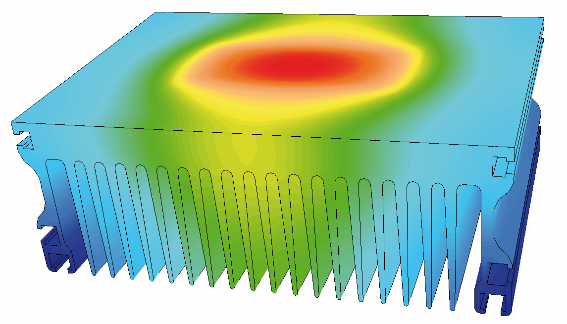
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcı parçalar genellikle alüminyum alaşımından (örneğin 6063 alüminyum) veya bakırdan yapılır. Alüminyumun ısı iletkenliği yaklaşık 200 W/m·K iken, bakırın ısı iletkenliği daha yüksektir ve 390 W/m·K'ye ulaşır; bu da ısıyı ısı dağıtıcının yüzeyine hızla iletebilir. Karmaşık kanat yapısı tasarımı, ısı dağıtım yüzey alanını artırarak ısının tüm ısı dağıtıcı yüzeyine hızla iletilmesini ve yayılmasını sağlar, böylece yerel aşırı ısınmayı önler ve ekipmanın istikrarlı çalışmasını garanti eder.
son derece özelleştirilebilir
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcı parçaların şekli oldukça özelleştirilebilir ve farklı cihazların ısı dağıtım gereksinimlerine ve montaj alanına göre tasarlanabilir. Ekstrüzyon işlemi, ısı dağıtım yüzey alanını en üst düzeye çıkarmak için düz, dişli, dairesel, tırtıklı ve çok kanatlı tasarımlar gibi çeşitli karmaşık yapılar oluşturmayı mümkün kılar. Şekil ve boyut özelleştirilerek, ısı dağıtıcı parçalar çeşitli cihazlara uyarlanabilir ve ısı dağıtım etkisi optimize edilebilir; böylece LED aydınlatma, elektronik cihazlar ve elektrikli araçlar gibi farklı alanların ihtiyaçlarını geniş ölçüde karşılayabilir.
hafiflik ve dayanıklılık
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcı parçalar mükemmel hafiflik ve dayanıklılığa sahiptir. Ana malzeme olarak kullanılan alüminyum alaşımı, düşük yoğunluklu ve hafif olmasının yanı sıra yüksek ısı iletkenliğine de sahiptir; bu da verimli ısı dağılımı ve sıkı ağırlık kontrolü gerektiren ekipmanlar için uygundur. Aynı zamanda, alüminyum alaşımı iyi oksidasyon ve korozyon direncine sahiptir. Anodizasyon gibi yüzey işlemlerinden sonra dayanıklılığı daha da artar ve uzun süre istikrarlı bir şekilde çalışabilir ve çeşitli zorlu ortamlara uyum sağlayabilir.
Ekstrüzyon ısı dağıtıcı parçalar, bilgisayar donanımında, özellikle işlemciler, grafik kartları ve diğer bileşenler tarafından üretilen ısının verimli bir şekilde yönetilmesi ve dağıtılmasında çok önemli bir rol oynar. Merkezi işlem birimlerinde (CPU) ve grafik işlem birimlerinde (GPU), ekstrüzyon ısı dağıtıcılar, yüksek yük altında çalışma sırasında üretilen ısıyı hızlı bir şekilde dağıtarak, optimum sıcaklıklarda çalışmalarını sağlar ve performans düşüşlerine veya sistem çökmelerine yol açabilecek aşırı ısınmayı önler. Ayrıca, bu ısı dağıtıcılar güç kaynağı ünitelerinde (PSU) ve anakart soğutmasında kullanılarak güç verimliliğini ve kararlılığını artırmaya yardımcı olur. Hafif, dayanıklı özellikleri ve özelleştirilebilir tasarımlarıyla ekstrüzyon ısı dağıtıcılar, çeşitli yüksek performanslı çevre birimlerinde yaygın olarak kullanılır ve ekipmanın uzun süreli çalışma sırasında mükemmel performansını korumasını sağlar. Yüksek termal iletkenlikleri, onları bilgisayar donanımı termal yönetiminde vazgeçilmez bir bileşen haline getirir.
Ekstrüzyon ısı dağıtıcı parçalar, güneş enerjisi invertörlerinde ısı dağıtımında önemli bir rol oynar. Güneş enerjisi invertörleri, özellikle yüksek güç yüklerinde ve uzun süreli çalışmada, doğru akımı alternatif akıma dönüştürme sürecinde çok fazla ısı üretir. Ekstrüzyon ısı dağıtıcılar, yüksek ısı iletkenliğine sahip alüminyum alaşımlı malzemelerden yapılmıştır ve invertörün güç cihazlarından (örneğin IGBT modülleri ve MOSFET'ler) ısıyı hızla ileterek havaya dağıtabilir, böylece invertörün temel bileşenlerinin sabit bir sıcaklıkta çalışmasını sağlayarak verimliliklerini ve kullanım ömürlerini artırır.
Ek olarak, ekstrüzyon ısı emicinin kanatçık tasarımı, ısı dağıtım yüzey alanını artırarak ısının çevreye daha hızlı yayılmasını ve sıcaklık birikimini önler. Hafif ve dayanıklı özellikleri sayesinde, dış mekanlarda ve zorlu ortamlarda uzun süre istikrarlı bir şekilde çalışarak güneş enerjisi sistemlerinin güvenilirlik gereksinimlerini karşılar. Bu nedenle, güneş invertöründeki ekstrüzyon ısı emici, yalnızca ısı dağıtım verimliliğini artırmakla kalmaz, aynı zamanda invertörün performansını ve güvenliğini de önemli ölçüde geliştirir ve güneş enerjisi ekipmanlarında vazgeçilmez bir ısı dağıtım bileşenidir.
SSS
Ekstrüde ısı dağıtıcım neden beklediğim kadar iyi soğutmuyor?
Isı dağıtıcısının ısı kaynağıyla yeterli temas halinde olmaması veya ısı dağıtıcısının yüzeyinde toz birikmesi soğutma etkisini etkileyebilir. Doğru kurulum ve yüzeyin temiz tutulması soğutma performansını artırabilir.
Soğutucunun aşırı yüklendiğini nasıl anlayabilirim?
Isı emici yüzey sıcaklığı sürekli yükseliyorsa ve cihaz sık sık aşırı ısınma korumasını devreye sokuyorsa, bu ısı emicinin aşırı yüklendiğini gösterebilir. Daha verimli bir ısı emici veya daha iyi bir havalandırma sistemi kullanmayı düşünün.
Montaj sırasında soğutucunun çiple tam temas halinde olduğundan nasıl emin olabilirim?
Yüksek iletkenliğe sahip termal macun veya termal pedler kullanmak, ısı emici ile çip arasındaki küçük boşlukları doldurarak termal iletkenliği artırmaya yardımcı olabilir.
Ekstrüzyon yöntemiyle üretilen ısı emici yüzey işleminin önemi nedir?
Yüzey işlemleri (anodizasyon gibi) ısı emicinin korozyon direncini ve radyant ısı dağıtım yeteneğini artırabilir, kullanım ömrünü uzatabilir ve ısı dağıtım verimliliğini iyileştirebilir.
Isı emici üzerindeki kanatçık sayısı ne kadar fazla olursa, ısı dağıtım etkisi de o kadar iyi olur mu?
Genel olarak, kanatçıklar ısı dağıtım alanını artırarak ısı dağıtımını iyileştirmeye yardımcı olur, ancak çok fazla kanatçık hava akışını engelleyebilir ve ısı dağıtım verimliliğini azaltabilir. Uygun sayıda ve aralıkta kanatçık seçmek önemlidir.
Soğutucu neden ses çıkarıyor?
Genellikle radyatörün kendisi sessizdir, ancak onunla birlikte kullanılan fan gürültü yapabilir. Fanın dengesini ve yağlamasını kontrol edin ve tozunu düzenli olarak temizleyin.
Alüminyum ekstrüzyon radyatörler dış mekanlarda kullanılabilir mi?
Evet, ancak dış ortamdaki nem ve sıcaklık değişimlerine uyum sağlaması için yüzeyinde anotlama veya diğer korozyon önleyici işlemler uygulanmış bir radyatör seçilmesi önerilir.
Radyatörün değiştirilmesi gerekip gerekmediği nasıl belirlenir?
Radyatörün yüzeyinde belirgin korozyon veya deformasyon varsa ya da cihazın sıcaklığı önemli ölçüde artarsa, radyatörün değiştirilmesi gerekebilir.
Radyatör farklı cihazlarda tekrar kullanılabilir mi?
Evet, ancak ön koşul radyatörün boyut ve şeklinin yeni cihaza uygun olması ve ısı transfer verimliliğini sağlamak için termal macunun temizlenip yeniden uygulanmasıdır.
Ekstrüzyon yöntemiyle üretilen radyatörler düzenli bakım gerektirir mi?
Evet, düzenli toz temizliği, sabitleme vidalarının sıkılığının kontrol edilmesi ve ısı kaynağı ile ısı iletken malzemenin sağlam kalmasının sağlanması, radyatörün ısı dağıtım performansının korunmasına yardımcı olacaktır.

Kingka Tech Endüstriyel Limited
Isı dağıtıcılar, sıvı soğutma plakaları ve hassas CNC işleme konusunda uzmanlaşmış bir firmayız ve ürünlerimiz telekomünikasyon, havacılık, otomotiv, endüstriyel kontrol, güç elektroniği, tıbbi cihazlar, güvenlik elektroniği, LED aydınlatma ve multimedya tüketimi gibi birçok alanda yaygın olarak kullanılmaktadır.




adres:
Da Long Yeni Köyü, Xie Gang Kasabası, Dongguan Şehri, Guangdong Eyaleti, Çin 523598
e-posta:
tel:
+86 137 1244 4018
